




























技術指導:V割拼板制作規范
2019-05-30 21:19
144830
25
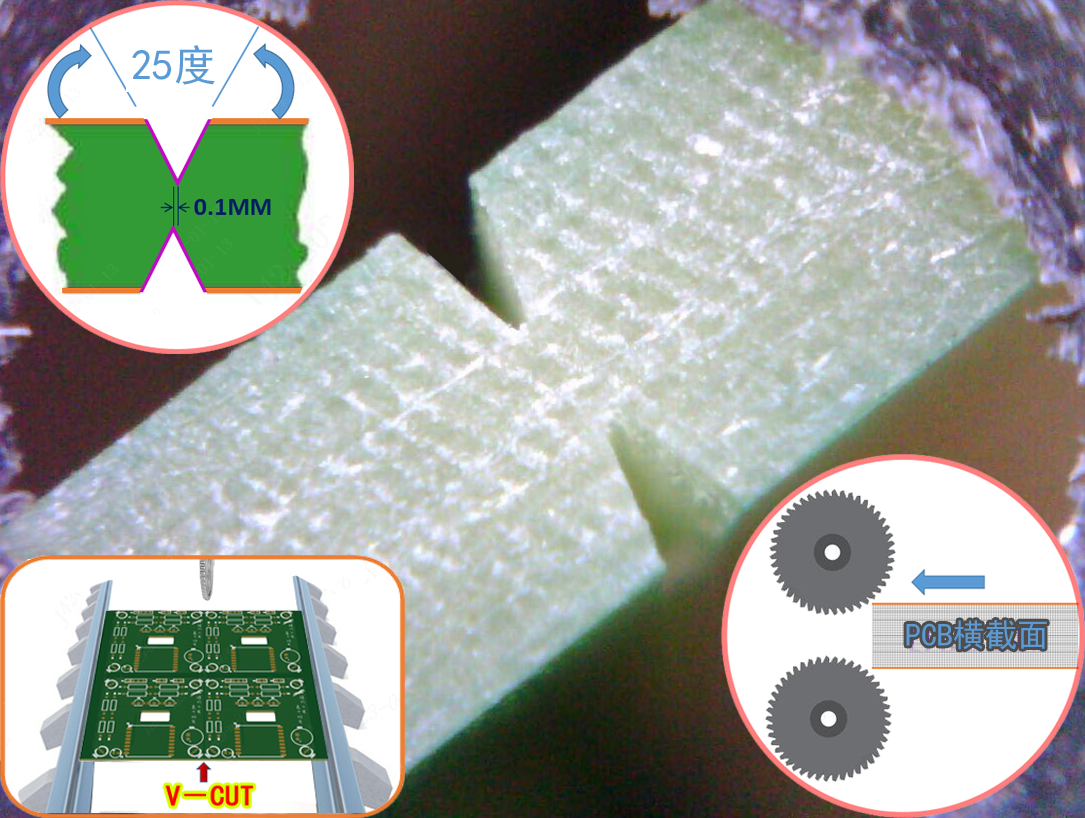
對于外形規則的可以采用V割拼板,其加工方法是把板的橫截面各切割一定深度的V形凹槽,以便于后續組裝完元器件后分開。由于V割的特性,分板后可能會有絲狀纖維絲的(可以輕輕刮掉),由于掰開時板料的膨脹裂開,因此V割板的外形公差稍大(+/-0.4MM),在PCB拼板采用此方式連接的稱為“V割拼板”(目前嘉立創標準型SMT貼片支持V割拼板生產)。
我司目前V割加工有如下幾點:
■ V割角度:25度
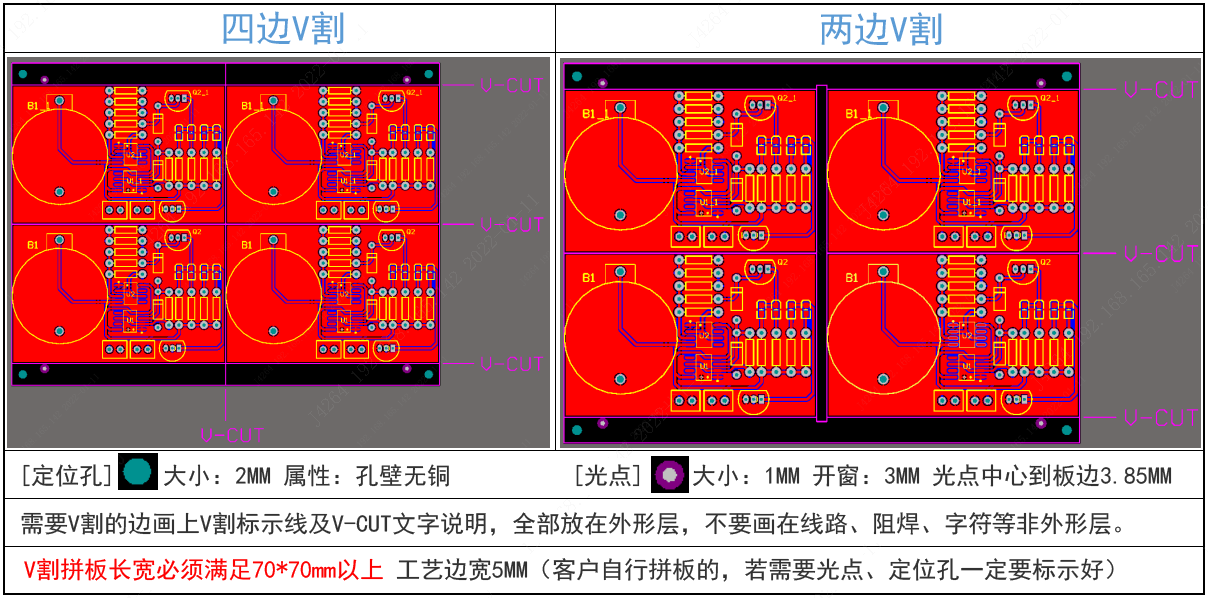
■ V割拼板尺寸:長寬均需要70MM以上
■ V割連接性:矩形板可以四邊連接也可以相對兩邊連接(連接邊最小3MM寬,0.8MM及以下板厚的連接邊最小5MM)
■ V割走向:只能走直線(且從頭走到尾,不能跳刀),不能走曲線或折線,默認雙面V割,不做單面V割
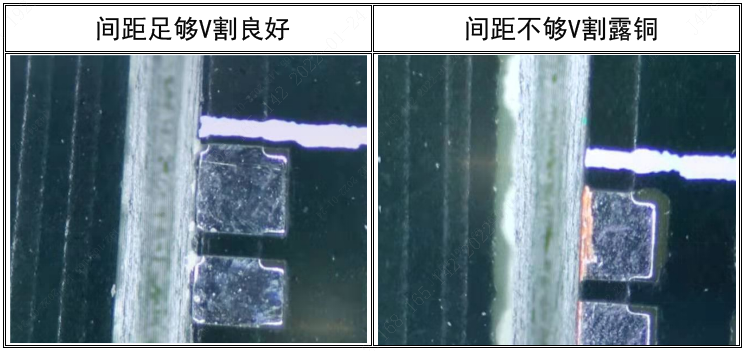
■ V割布線距離:V割距銅面、導線/焊盤等需要距V割中心線0.4MM以上,避免V割時露銅傷線(另外,安裝孔盡量離V割線遠些,避免掰板時破孔)
?
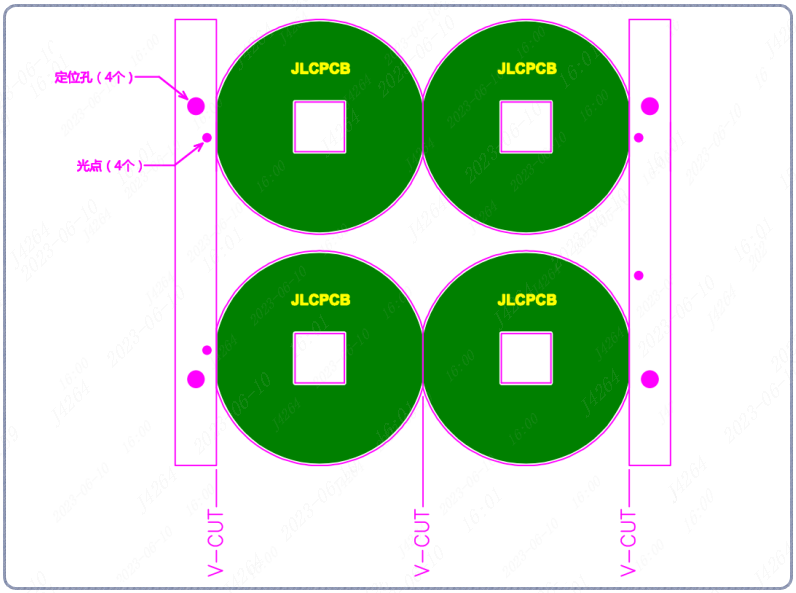
常規的需要V割的地方,板與板之間的間隙為0(不需要V割采用鑼空的,兩板之間的間隙為1.6MM或2MM)。
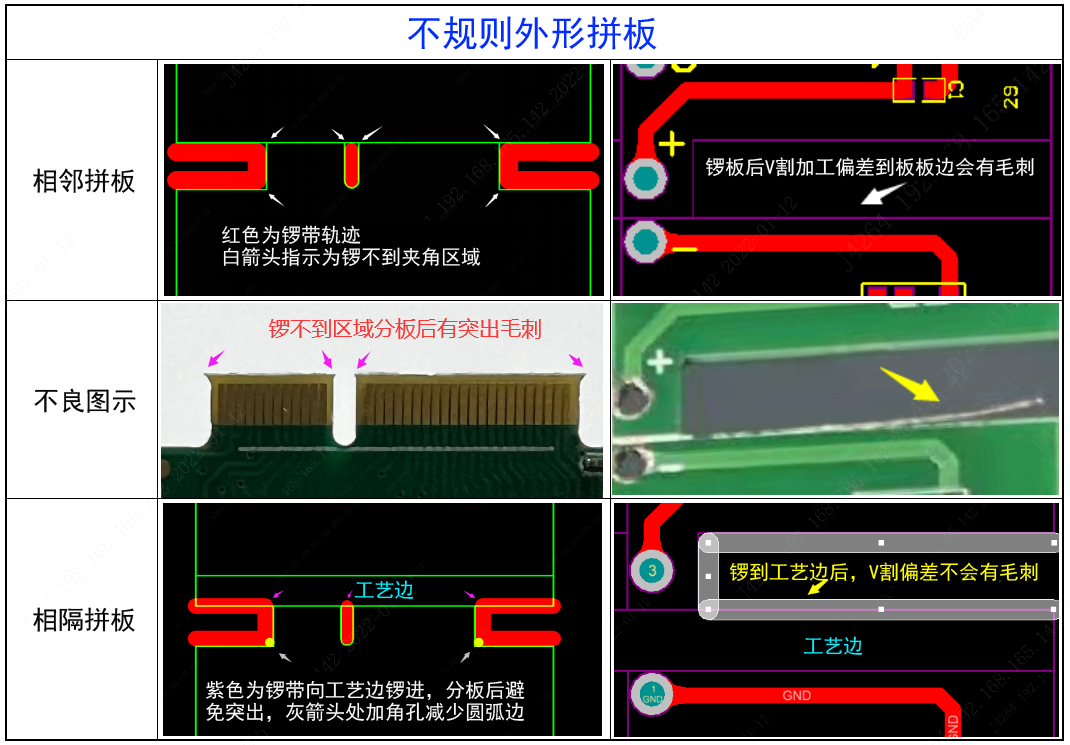
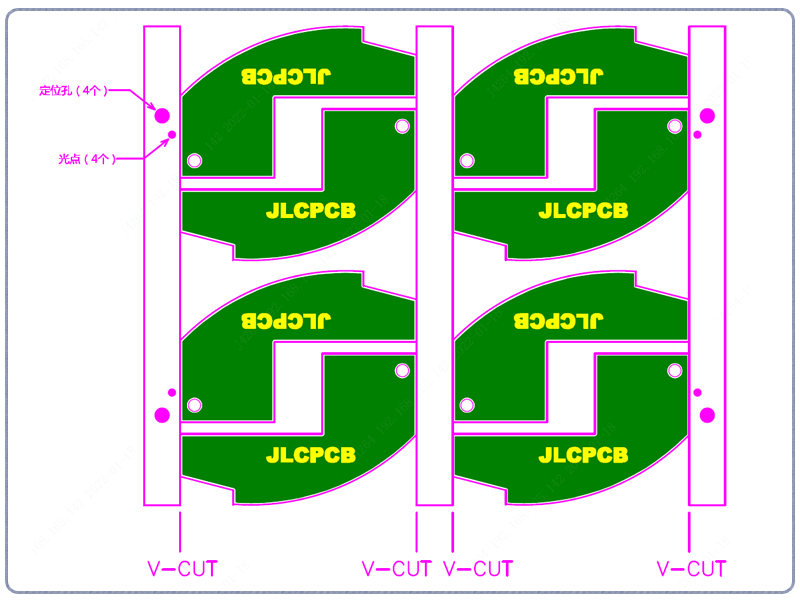
但是對于V割邊有凹槽的,因為鑼刀是圓形的,且不能鑼到相鄰板內的,這樣分板后就會出現突出尖角的,對于此類尖角可以由客戶自行打磨處理。若不方便打磨的,可以在板與板之間增加3-5MM的工藝邊,以便鑼帶伸進工藝邊從而鑼掉夾角。
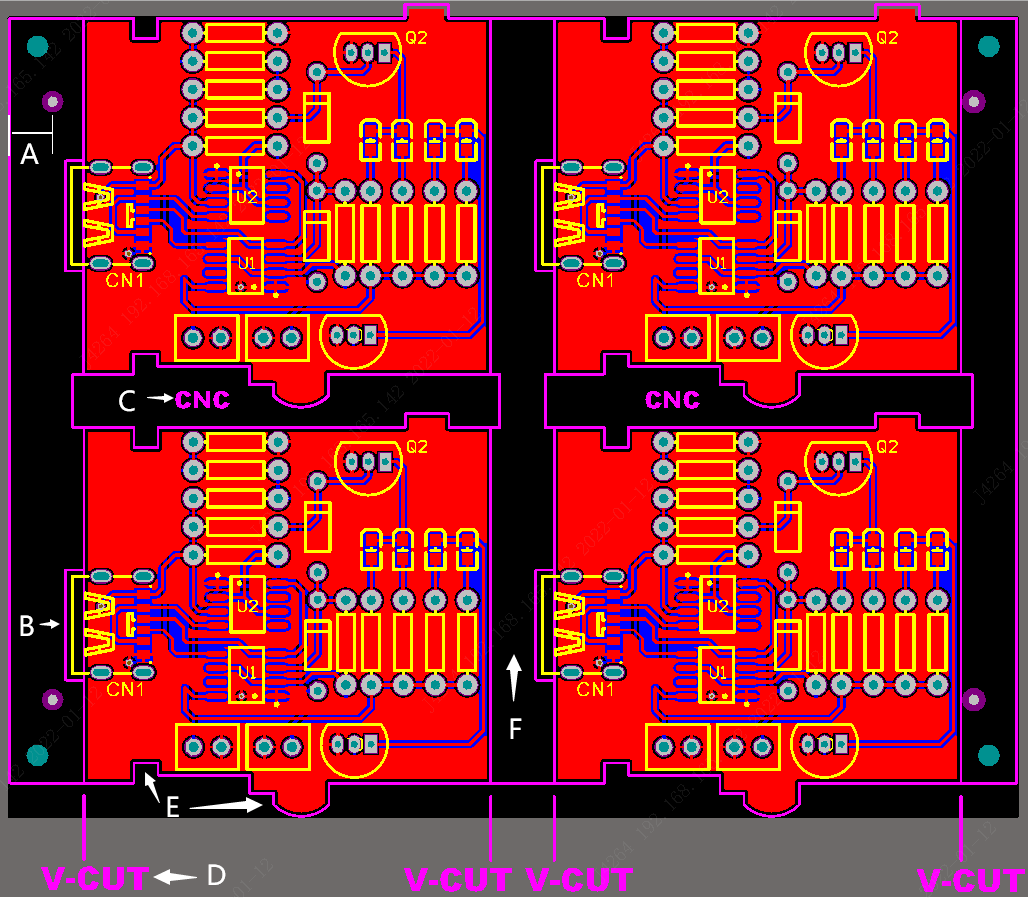
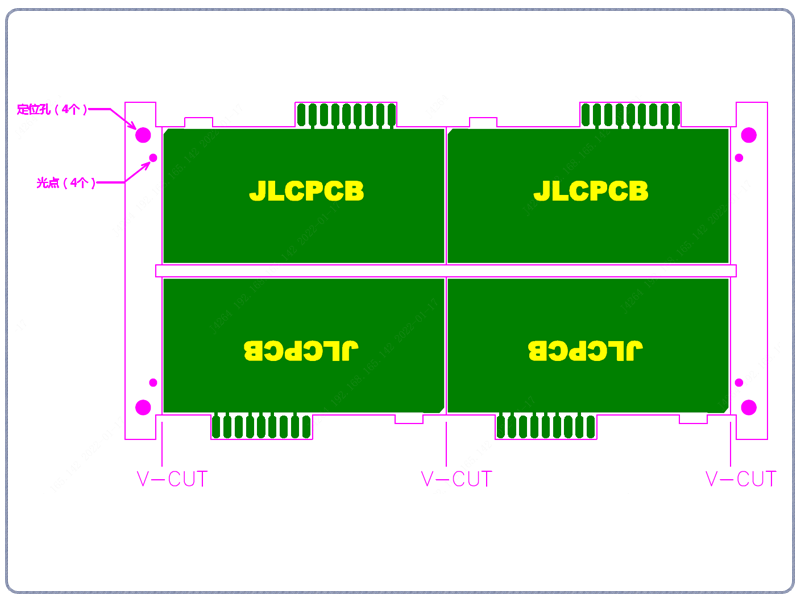
結合SMT組裝貼片的要求,在拼板需要考慮合適的拼板方式
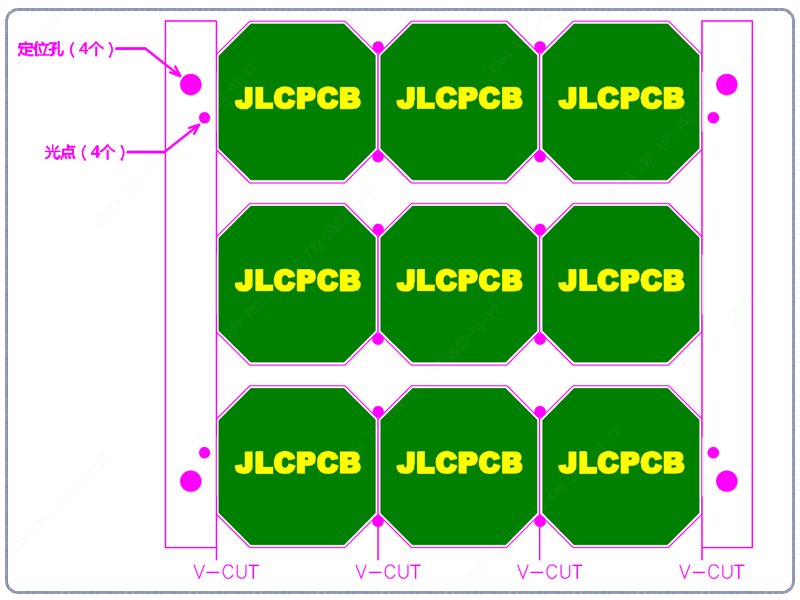
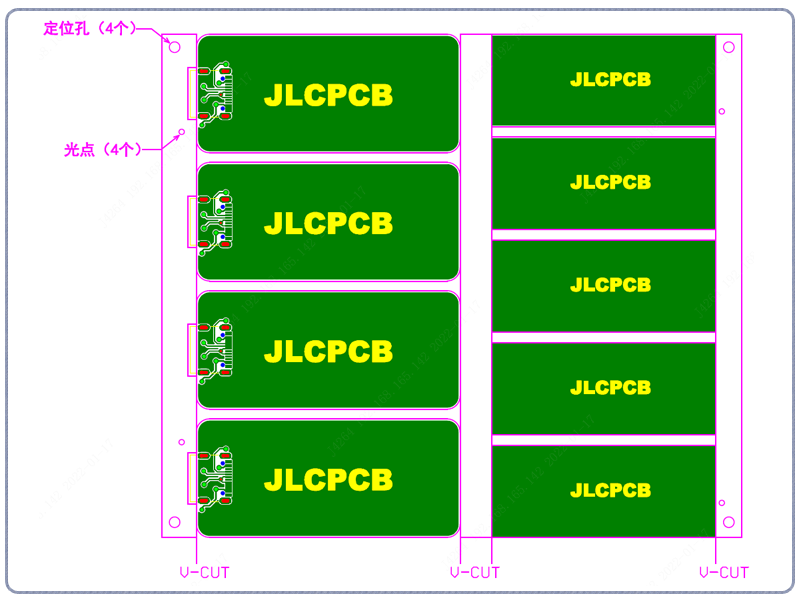
A)光點到板邊需要合適的距離(嘉立創SMT需要光點中心到板邊至少3.85MM)以避免SMT機器導軌擋住光點而不能識別
B)有器件伸出板外的,需要在工藝邊上做挖空處理(CNC)以便于SMT組裝時器件
C)板內需要鑼空的請備注"CNC"字樣,與外形放在同一層
D)板內需要V割的請備注"V-CUT"字樣,與外形放在同一層
E)板邊有圓弧或突出的邊不能V割,有凹槽的邊盡量不要做V割邊,采用鑼空處理,以保證凹槽沒有夾角
F)板內承重連接邊最小寬度為3MM
【關于客戶提供拼板不規范的問題,按以下規范要求】
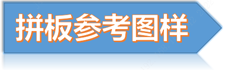
① 客戶提供拼板圖沒有gerber的,只參考樣式拼板,不規范的位置我們自行調整(如郵票孔,連接位,間隙等),定位孔和Mark點也可以自行調整,不按圖紙對應來添加。
② 客戶提供的拼板gerber文件(或拼板圖)需要添加定位孔,mark點的請自行添加好,圖上沒有的數據我們不會添加。點擊查看說明
③ 客戶提供的拼板示意圖單元板與單元板(或工藝邊)不一致的,我司工程統一調整為0間距拼板。提供完整拼板文件的依文件制作。點擊查看說明
重點強調:為保證制作的PCB與您開的鋼網及治具完全符合,請在系統中下載我司工程資料去開鋼網做治具!
?
互動評論 25
可以的,只要保證拼板后長和寬都達到70mm就行。
可以
您好,要鑼空的地方寫上“CNC”字樣,V割的地方在每條V割邊標示“V-cut”字樣,謝謝!
最小1.0MM,為了便于鑼板,最好是1.6MM或2MM
您好,唯一外形就是指板框層,比如正方形的板,板框層就是四條線構成的正方形。
您好,V割拼板的卡板這一邊的尺寸不能超過475mm,比如13*61CM的,只V割61CM這條邊的話,拼成1*5拼,尺寸為65*61CM,那么就是不能V割的。改成1*3拼,尺寸為39*61CM,這種就可以V割的。
您好,填的數量是以交貨方式來定的,比如填5片,單片交貨,最終就是交5片單片。如果是拼板2*3的,那么交貨就是5大片30個單片的。
您好,回復如下:
1.工藝邊可以大一點
2.光點2-3MM都可以,只是為了SMT機器好識別
3.是的,USB器件部分需要掏空才好安裝
4.是的,鑼刀沿著外形切,因為鑼刀有直徑,不像刀片,所以夾角處鑼不進去。V割是類似刀片在板子上面沿中心線劃開。
可以手動加上,如果沒有加上,只要是能直觀清楚判斷出來,不加也行,請確認生產稿檢查。
拼板后的尺寸
- 1
- 2
- 3