




























CNC螺紋說明
2023-06-15 19:28
11956
0
目前實際生產中,零件螺紋相關問題較多,有些是設計層面問題,有些是標準規范問題,小編總結了螺紋相關問題及說明。
螺紋加工是 CNC 加工中心非常重要的應用之一,螺紋的加工質量和效率將直接影響零件的加工質量及 加工中心的生產效率。
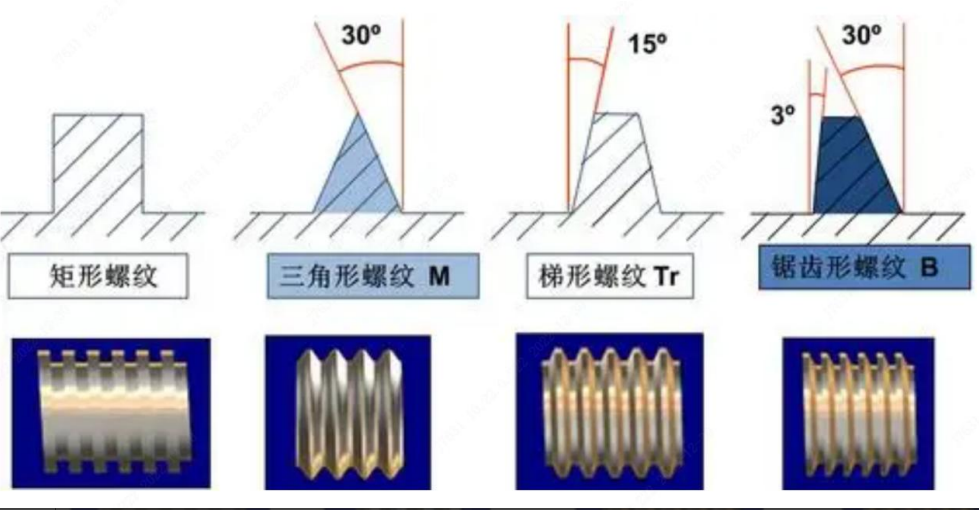
螺紋指的是在圓柱或圓錐母體表面上制出的螺旋線形的、具有特定截面的連續凸起部分。按其在母體 所處位置分為外螺紋、內螺紋,按其截面形狀(牙型)分為矩形螺紋、三角形螺紋、梯形螺紋、鋸齒形螺 紋以及其他特殊螺紋。一般常用螺紋為三角形螺紋和梯形螺紋。
一、底孔與螺紋
底孔是指用絲錐攻內螺紋之前所預留的孔的直徑,一般是指加工件的內置圓孔,最低或最面上的圓形孔洞,稱之為底孔。那么在生產時螺紋與底孔為什么需要有公差配合呢?
? 防止底孔過小或底孔大小與螺紋一致造成的返工或導致工具損壞
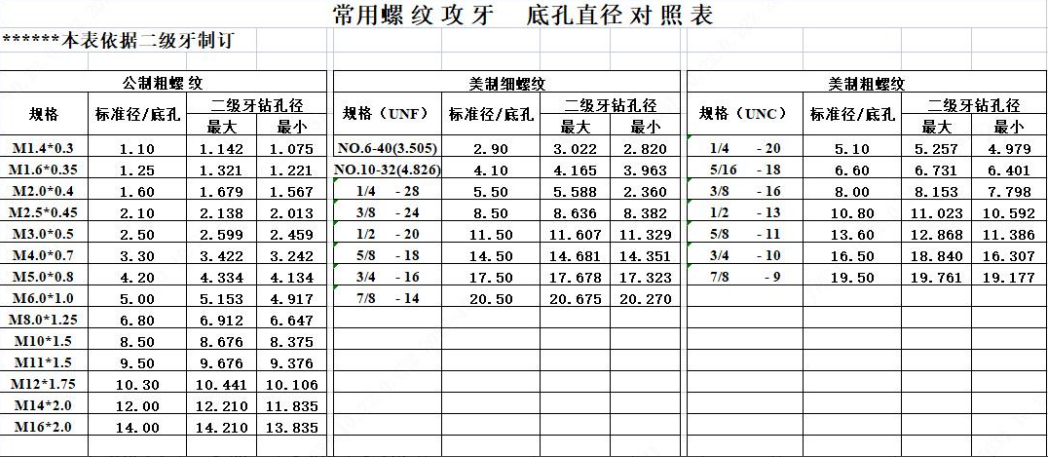
例:當 2D 圖紙上螺紋標注為 M3*0.5、底孔直徑≤2.3,這時底孔過小絲錐無法攻牙,需要重新返工底 孔。如底孔直徑為≥2.8,這時底孔直徑與內螺紋直徑相近或一致時,攻牙就會卡住絲錐,容易導致絲錐折斷。
? 防止底孔過大致使單邊有效螺紋深度太小導致螺紋滑絲(有些可鑲牙套補救,一般不建議)
例:當 2D 圖紙上螺紋標注為 M3*0.5、底孔直徑為 2.8,這時單邊有效螺紋深度只有 0.1MM,螺紋接觸 面太小從而導致滑絲。
? 釋義:
螺紋滑絲:螺紋連接件中,螺牙連接處由于受力過大或其它原因導致螺牙磨損而使螺牙無法咬合,螺 紋連接無法擰緊的情況。
二、螺紋對照表

三、牙套
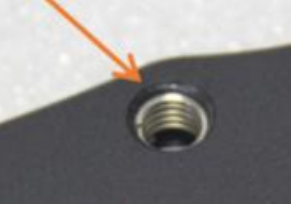
上面有提到如果底孔過大可以鑲牙套來補救,那什么是牙套呢?
在 CNC 機械加工中,牙套是指螺紋牙套,如下圖,可以在攻牙后給螺紋再裝一個螺紋牙套。那么鑲牙套有什么好處呢?會給零件帶來什么不好的影響嗎?

鑲牙套可以增加連接強度+耐磨損+防銹結+防松脫+抗震=延長螺紋使用壽命。
因為螺紋屬于裝配位置,要經常反復去擰動它,經過長時間的操作,螺紋會受損,從而導致滑絲或者螺紋無法擰緊的情況出現.有些經驗豐富的設計師在設計時就會考慮到這一情況,會在圖紙上標注出哪些螺紋需要鑲牙套,就是為了延長螺紋的使用壽命從而延長整個產品的使用周期。
例:當 2D 圖紙上螺紋標注為 M3*0.5、如底孔直徑為 3.0,這時可以通過鑲 M3 的牙套來補救。

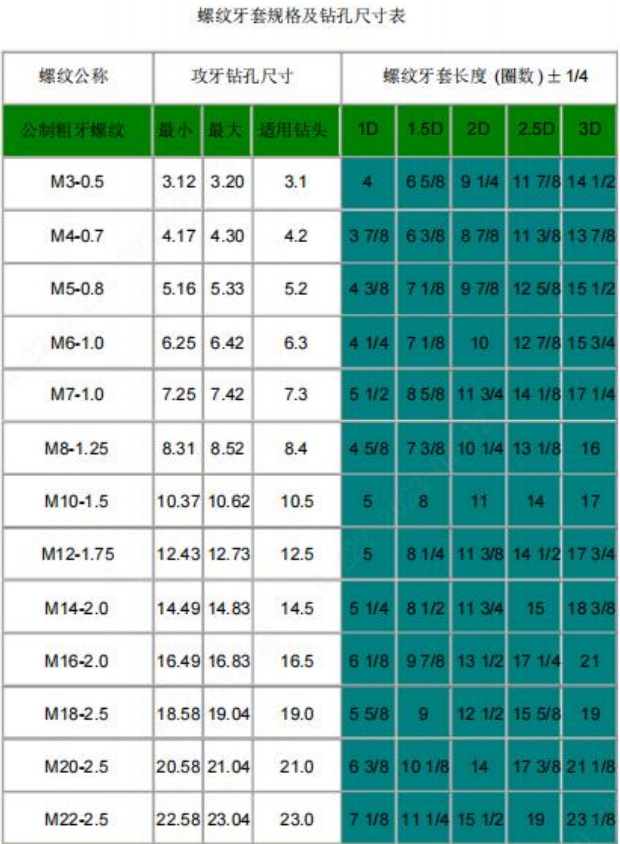
四、螺紋牙套尺寸表
五、螺紋有效深度
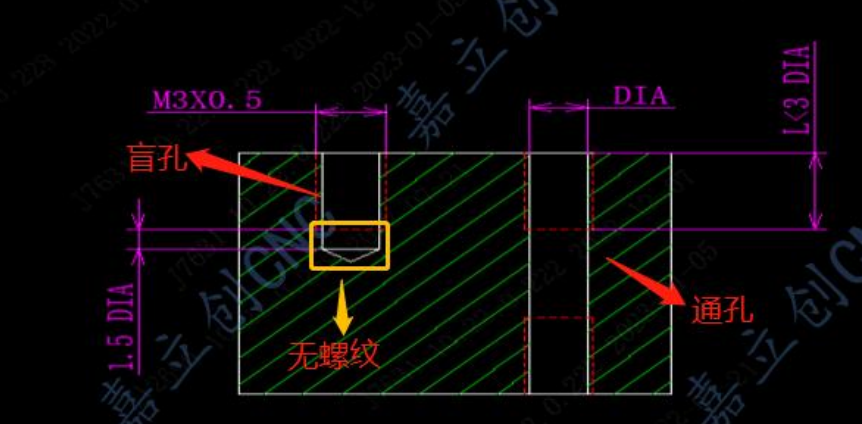
螺紋深度一般是指螺紋的有效長度。
正常情況下,螺紋的底孔深度應大于螺紋的有效長度(在加工底孔時鉆頭是尖頭而攻牙的絲錐是平頭,平頭絲錐無法完全接觸底孔的最底部。
因此建議在設計盲孔時在孔底留至少為孔直徑一半的無螺紋長度),長螺紋孔可能需要使用到特殊工具,并且需要更多的加工時間以 及加工成本,因此有效螺紋長度建議不超過孔徑的 3 倍。
六、 2D 圖紙螺紋標注規范
? 釋義:
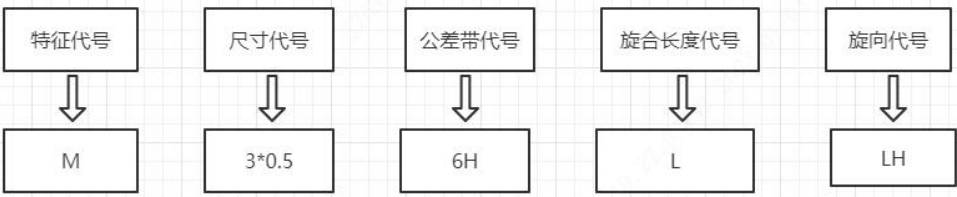
特征代號 | 表示螺紋類型,例 M 表示普通螺紋 |
尺寸代號 | 表示公稱*螺距,例 3*0.5(3 是公稱直徑,0.5 是螺距) |
公差代號 | 由公差等級代號(數字)和基本偏差代號(外螺紋用小寫字母,內螺紋用大寫字母表示)所組成,例 6H |
旋合長度代號 | 用代號 L(長)、N(中)、S(短)分別表示旋合長度,當螺紋為中等旋合長度時 N不標注 |
旋向代號 | 當為右旋螺紋時不標注,為左旋螺紋時標注 LH |
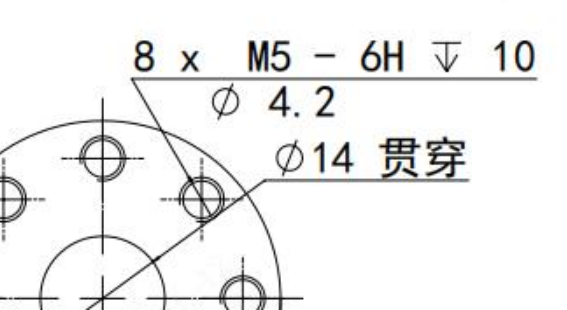
如覺上述標注太過繁瑣,也可像下圖這樣進行標注:
? 釋義:
 :8 個底孔直徑為 4.2、螺紋直徑為 M5、有效螺紋深度為 10,內螺紋公差為 6H 的螺紋孔;
:8 個底孔直徑為 4.2、螺紋直徑為 M5、有效螺紋深度為 10,內螺紋公差為 6H 的螺紋孔;
 :直徑為 14 貫穿零件的光孔;
:直徑為 14 貫穿零件的光孔;
 :表示深度;
:表示深度;
七、螺紋孔位置
螺紋孔需包含在零件內部。如螺紋孔過于靠近零件邊緣,在加工時螺紋可能會穿透零件造成零件破邊, 破壞零件完整性。