




























嘉立創制造工藝要求
1、孔徑要求
■ 單面和雙面板最小過孔:內徑0.3mm/外徑0.5mm(單面鋁基板最小鉆孔1.0mm)
■ 四層和六層板最小過孔:內徑0.2mm/外徑0.45mm(外徑極限0.40mm)
■ 除過孔外的插件孔,孔壁有銅或無銅,最小孔做0.5mm(少于這個值可能會油墨堵孔或噴錫堵孔)
■ 鉆槽(孔壁有銅槽孔)最小槽寬做0.5mm(公差是+0.13mm/-0.08mm)
■ 鑼槽(孔壁無銅槽孔)最小槽寬做1.0mm(公差 ±0.2mm)
■ 不能制作正方形或長方形的有銅孔,正方形孔默認按方孔寬度為直徑做成圓孔 點擊查看詳情
■ 半孔最小孔徑0.6mm(半孔焊盤邊到板邊≧2MM),半孔板長寬需要大于10MM 點擊查看半孔板相關說明
■ 設計時插件孔(Pad)與過孔(Via)不能混用,我司對于有銅插件孔(Pad)補償孔徑公差按+0.13/-0.08mm進行管控(對于導通過孔則不一定進行補償),請考慮公差設計好PAD孔徑以保證元器件便于插進 點擊查看說明
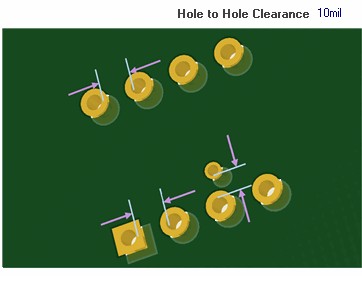
■ 過孔孔邊與孔邊最小間距0.254mm(插件孔0.45mm),避免因孔間距過近,導致鉆孔時斷鉆頭和塞孔導致的孔內無銅現象
2、線路制作
■ 單面和雙面板最小線寬線隙:0.127/0.127mm(極限0.1/0.1mm)
■ 四層和六層板最小線寬線隙:0.09/0.09mm
■ 2OZ成品銅厚最小線寬線隙:0.20/0.20mm
■ 印制導線的寬度公差控制標準為+/-20%
■ 最小焊盤邊距離線邊:0.127mm
■ 最小BGA焊盤大小:0.25mm 點擊查看BGA設計說明
■ 我司采用干膜工藝,所有無銅孔需要掏空孔外圍0.2mm的焊盤(純單面板工藝不會掏空) 點擊查看圖例說明
■ 線圈板:線寬線距要求0.254mm(極限0.15mm)。線圈被油墨蓋住的,可以做噴錫或沉金工藝。線圈露銅的,只能做沉金工藝 點擊查看圖例說明
■ 插件孔焊盤:建議焊環0.25mm(極限0.18mm)。過小的焊環易破孔,對于要求保證焊盤間隙且允許破孔的,請下單時說明清楚并確認生產稿查看

■ V-CUT(V割)板框線的中心線距離導線的邊線或銅皮(焊盤邊)的距離不小于0.4mm(默認雙面V割,不做單面V割)
■ CNC (鑼邊)板框線的中心線距離導線的邊線或銅皮(焊盤邊)的距離不小于0.3mm
■ 內槽離焊盤/導線的最小距離不得小于0.3mm
■ 制作線路采用干膜工藝,為避免干膜碎導致開路的隱患,鋪銅盡量鋪成實心銅皮。一定要網格銅面的,網格線寬/間距應在0.254mm以上,同網絡的兩條線夾角間距應在0.254mm以上

■ 內層過孔邊到線路銅面/導線間隙0.3mm以上,熱焊盤(梅花焊盤)焊盤比鉆孔大0.5mm,注意熱焊盤不要重疊以免開短路 點擊查看圖例說明

■ 樣板關于單面板 (系統下單 1 層 )處理要求:點擊查看單面板相關說明
(1)板厚1.0mm 、1.2mm 、1.6mm:成品效果為純單面板(單面焊盤,單面油墨),孔內無銅;
(2)板厚0.4mm 、0.6mm 、0.8mm 、2.0mm:默認拼雙面編號,成品效果為孔內有銅。
3、阻焊制作 點擊查看阻焊設計說明
■ 阻焊開窗以Solder層為準,有圖案的地方表示不蓋油墨(并不代表露銅區),同一面線路與阻焊重合的地方才會露銅上錫/沉金
■ 阻焊開窗比焊盤整體大0.1mm(單邊擴0.05mm)以上
■ 阻焊橋依油墨類型及文件設計制作

■ 雙面板過孔焊盤目前只做焊盤蓋油處理,不作過孔孔內塞油 點擊查看詳情
■ 多層板雙面焊盤蓋油的過孔統一過孔孔內塞油(目前不做樹脂/銅漿塞孔),過孔孔徑盡量小于0.5mm方便塞孔
■ 單面開窗或雙面開窗的過孔、盤中孔、到開窗焊盤距離小于0.35mm的過孔,均不能進行孔內塞油處理
4、字符制作 點擊查看字符設計說明
■ 絲印字符(Silkscreen)常規字體線寬不能小于0.15mm,字符高度不能小于1mm(字符選用線性字體);鏤空字體線寬不能小于0.2mm,字符高度不能小于1.5mm。字符需均稱,寬高比理想為1:6

■ 字符不允許上焊盤,字符距離焊盤需不小于0.15mm,字符間隙大于0.15mm,少于此距離的會掏空字符以避免字符上焊盤

【特別說明】
① 對于不符合上述表格數據的字符,請客戶自行調整好,嘉立創工程會把字粗不夠的加寬,字符在焊盤上的掏掉,其它地方不會特別處理,對于調整后出現超出生產能力而導致字符模糊不清晰或因字符殘缺的,不接受此類投訴。
② 因我司采用多個客戶同類型板拼在一起生產,為便于分辨,默認會在板中絲印層適當位置添加客編,客戶在下單時也可以選擇指定位置添加客編或不添加客編點擊查看詳情
③ 對于部分客戶加在字符層的二維碼,因印刷其機器識別情況,我們不保證印出來的二維碼能夠識別,請設計時盡量把二維碼做大以提高識別率
④ 對于類似工藝品超高清晰要求的字符,不能滿足要求,字符以IPC二級標準制作驗收
5、外形加工
■ 目前能加工的單板長寬尺寸≧5MM
■ 需要鑼出的槽孔/V割標示要放在板子唯一外形層且能有效輸出Gerber才能制作出來 點擊查看詳情
■ 外形層需要依軟件規則正確放置(不能放在線路阻焊字符等不相關層),槽孔外形不要重疊交叉設計以免引起歧義 點擊查看詳情
■ AD17以上版本請把槽孔跟外形畫在機械一層,畫在Keepout層低版本會自動鎖住導致不能輸出從而漏槽孔 點擊查看詳情
■ AD軟件中Board cutout只做3D參照圖,不能轉出Gerber元素來加工槽孔,請在Keepout層或者機械1層畫出相關形狀 點擊查看詳情
■ 鑼出來的槽孔孔壁都是無銅的,我司目前不制作鑼完再沉銅的有銅槽孔,有銅槽孔采用鉆孔后再沉銅方式,對于十字交叉異形有銅槽孔請優化設計 點擊查看詳情
■ 為了提高生產效率建議拼板生產,我們支持"嘉立創工程免費拼板"、"客戶自行拼板"及"第三方工程付費拼板" 點擊查看詳情
■ 郵票孔拼板:采用直徑0.6mm的無銅孔把各種形狀板拼出相連(注意:分板后有齒狀毛邊)點擊查看詳情
■ V割(V-CUT)拼板:采用V割刀片把分板位置上下各切削一定深度的V形凹槽便于后續掰開(注意:分板后有絲狀纖維絲)點擊查看詳情

請點擊上圖查看郵票孔與V割詳細說明
■ 斜邊工藝:主要用于金手指板,把金手指所在邊的板邊用機器削成梯形,以便金手指板插入卡槽內(比如應用在電腦中的顯卡) 點擊詳見詳情
A: 金手指斜邊線平齊的其它區域不能有線路、焊盤或銅面等,避免斜邊時露銅傷線。多層板金手指位置內層不留銅箔,避免斜邊后銅皮外露導致短路
B: 單板交貨的金手指邊最小長度≧50MM才能斜邊(單板長度不夠的可以拼板加寬)

■ 拼板款數:指文件中不同款板的個數,包括且不限于外形線路阻焊字符不一致等,只要有任何不同的都算不同款板,請下單時正確填寫好。
